On my first instrument, the ends were held on with commercially-made stainless steel allen-head M3 screws. They work fine, but I felt they gave the instrument a bit of a modern, almost industrial look.

I am currently working on restoring a vintage Lachenal Anglo for a client, and the end bolts and captive nuts are missing or badly worn due to past over-tightening (probably from trying to cure leaks that were actually due to internal structural problems). Needless to say, it wouldn’t have been appropriate to replace them with modern screws. Rather than try to source a better second hand set from a parts dealer, I decided it was time to figure out how to make my own new brass end bolts from scratch.
I sourced some 4.5mm diameter free-machining brass bar. The finished heads want to end up about 4.5mm, so I need to avoid turning it any smaller in the process. It came in 330mm lengths, which I figured out would comfortably make eight bolts if I cut it into four sections.

One bit ended up too short due to a mistake. Incidentally I used to think junior hacksaws were rubbish until I got some better quality Sheffield-made blades and found this excellent frame for a pound at a car boot sale. It tensions the blade really tight, which prevents it flexing in the cut, and the aluminium handle is really comfortable.

If I’d only been making a small number of them I probably would have held the blanks in the three jaw scroll chuck and accepted that they would turn out slightly non-concentric, but since I needed to make a large batch and will be making more in the future, I decided I wanted to use a collet instead. Taig (the manufacturer of my lathe) sells a few standard imperial-size collets, and blanks that you can drill to whatever size you want. I’ve had this lathe for probably fifteen years and this is the first time I have ever used one of the blank collets! They are made from a nice free-machining steel that drills very easily:

The difficult part is holding the awkwardly-shaped piece of metal while you cut the slots in it. I settled on putting a piece of the 4.5mm brass in it, and holding that in the vice instead of the collet.

Once I had sawn the first slot, I turned it 90° and used the slot in the brass bar to guide the saw while I cut the second slot. Then I flipped it over and cut the other two slots.

The finished collet. Not too bad for a junior hacksaw.

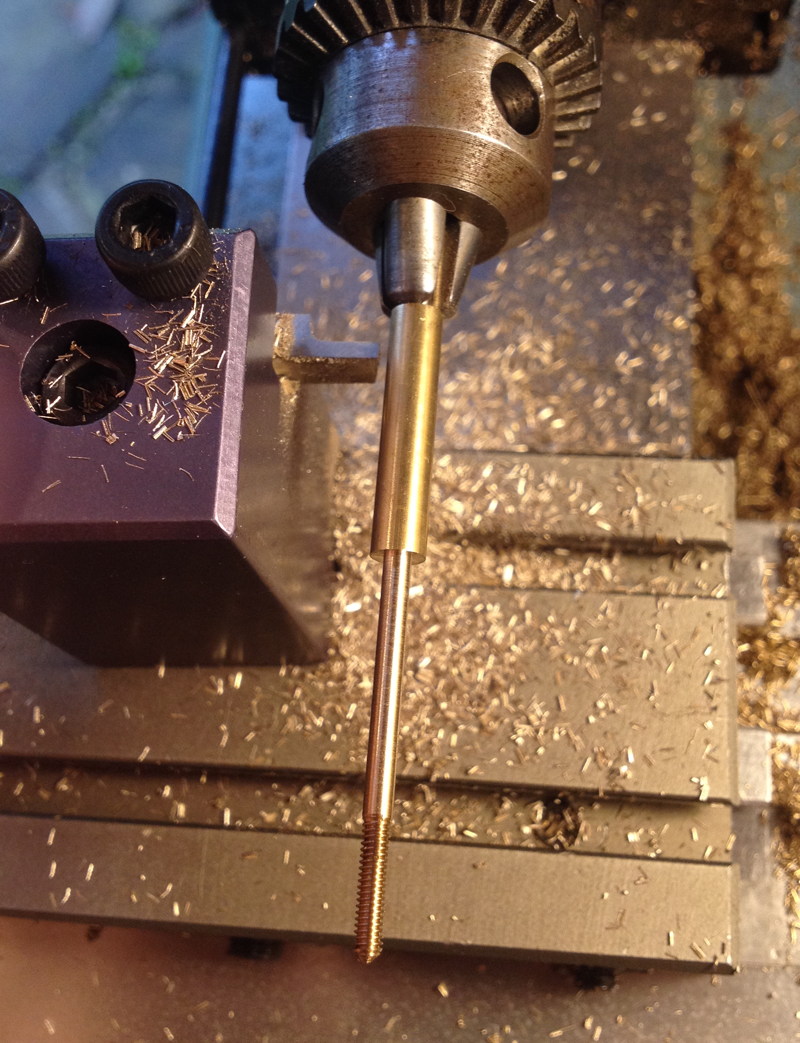
The first step in machining the bolts was to put the blank in the collet with enough protruding for a single bolt, then turn down the shaft to 2.25mm. Before doing the job, I spent a long time worrying about how I would do this without the shaft flexing away from the tool towards the end, resulting in it getting fatter towards the tip. This wasn’t as much of a problem as I expected it to be. Getting the tool bit really sharp and running the lathe at its maximum speed was a good starting point.
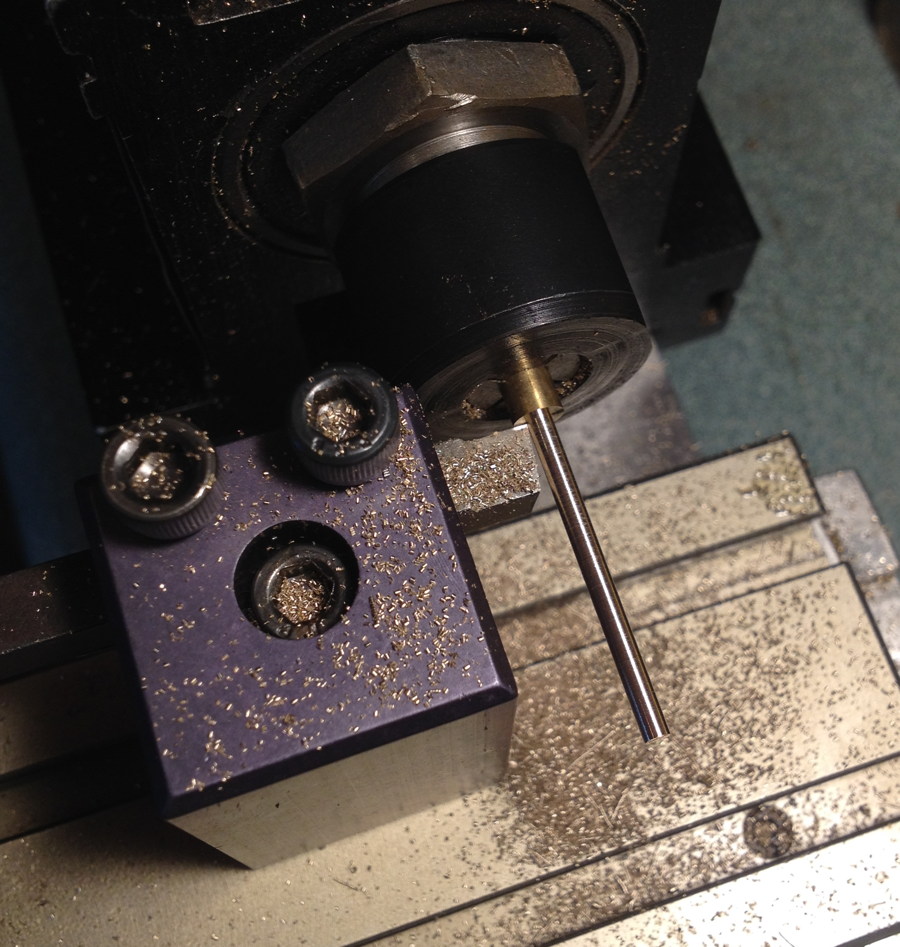
The first method I found was to turn the first third of the shaft to finished diameter a bit at a time, then move along and turn the second two thirds to finished diameter. This worked fine but took a couple of minutes per bolt. I found I could take heavier cuts on the second section, then I got to experimenting to see how far I could push it, and to cut a long story short, it turns out that it’s perfectly possible to turn the entire thing to finished diameter in one pass! Once I figured this out, it sped things up quite a lot. It’s important that you do it in one pass, because you need the full diameter of the bar to the left of the tool to support the cut. If you try to do a second cleanup pass, however light, the bar will flex at the end. Here’s a video clip to prove it:
https://www.instagram.com/p/BYGSacPn6Eb/
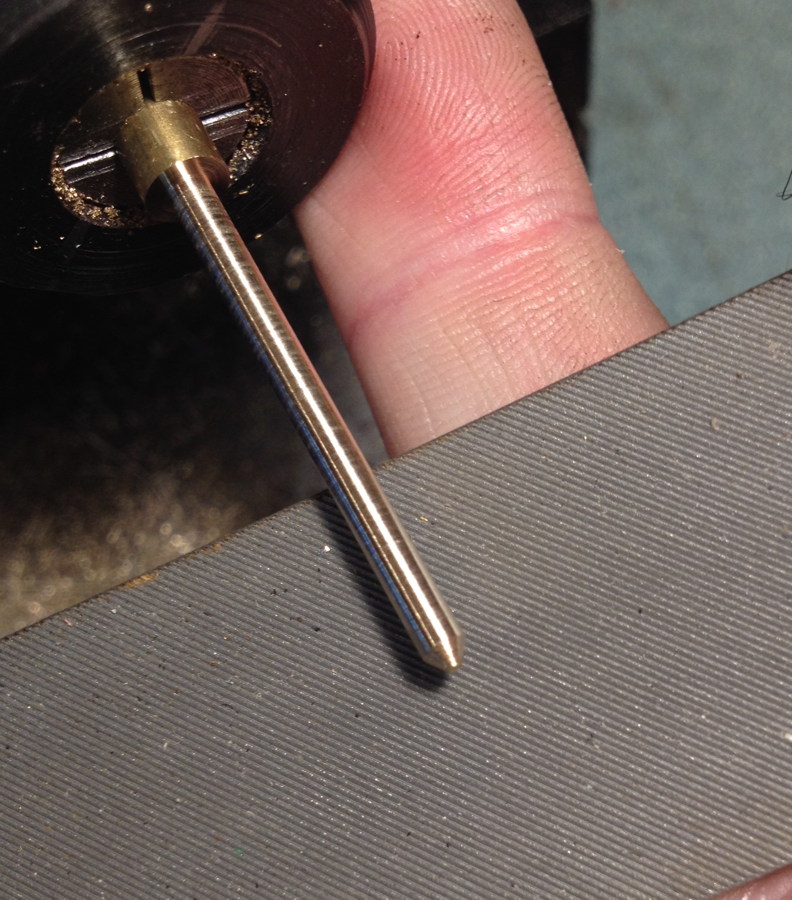
Next I used a fine single-cut file to put a blunt point on the shaft.
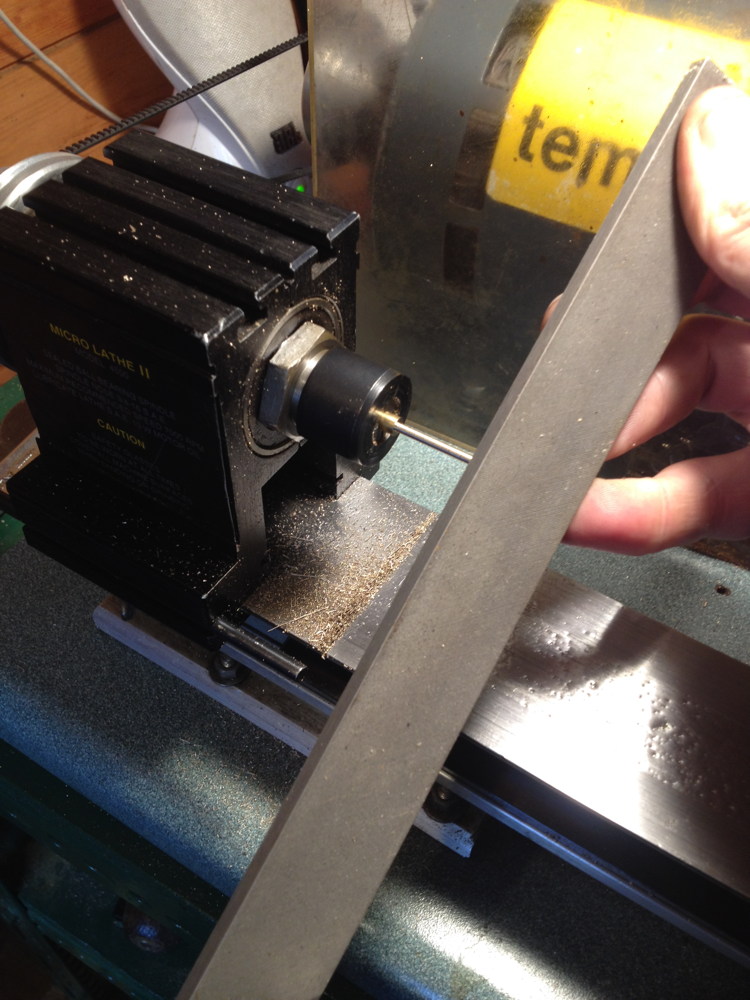
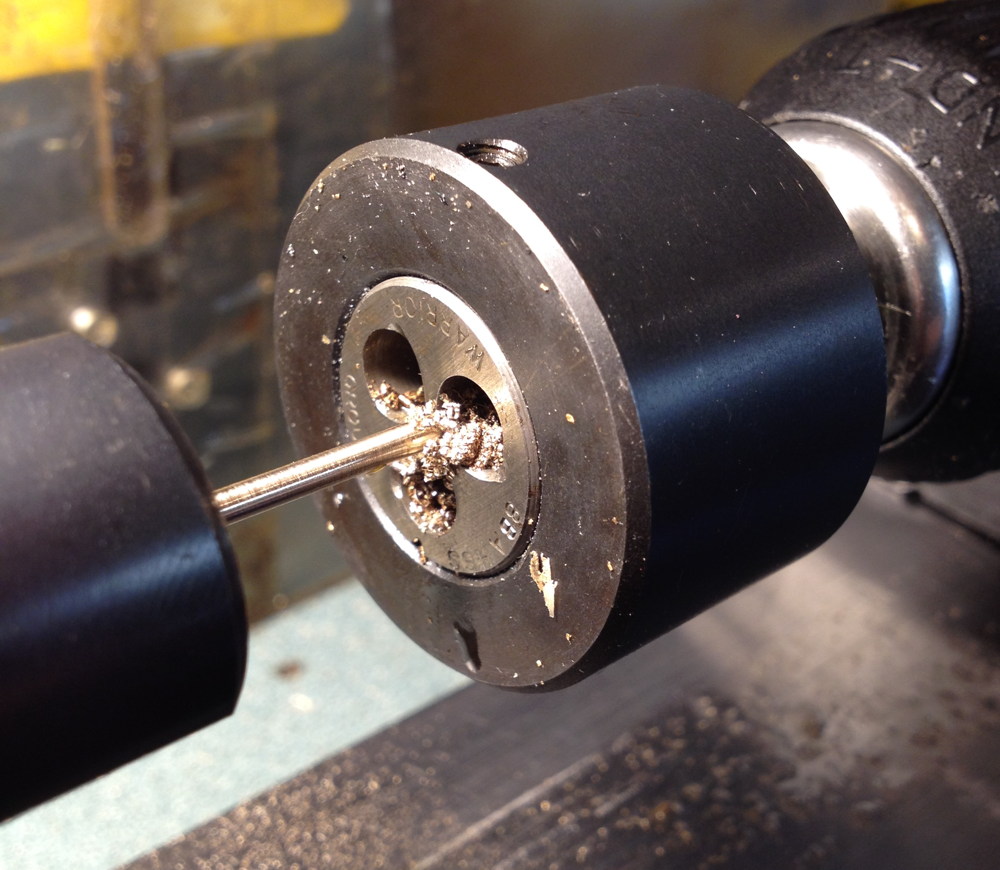
Then I used a tailstock die-holder and a good quality sharp HSS die to cut the threads. I used a dab of cutting oil (it really makes a noticeable difference to how easily the die cuts) and turned the spindle by pulling on the drive belt, using a ruler to measure when the tailstock had moved far enough for the desired length of thread. The video above also shows the thread cutting operation.
A brief digression about the threads: the original Lachenal bolts are about 2.25mm major diameter, but a relatively coarse pitch. I haven’t been able to find any standard thread that matches it. Since I don’t have a screw-cutting lathe, to copy it I would have had to commission a specially made tap and die set, which would have been very expensive. I instead decided to use 8BA, which has the same diameter but a finer pitch. I don’t think this is a problem for the restoration because I am replacing all the bolts and captive nuts at the same time. From what I have read, the Crabb company used 8BA bolts in their instruments too. BA threads are mostly obsolete now apart from a few niche applications, but you can still get hold of new taps and dies for them.
After doing all the above steps to one end of the blank, I turned it around and did the same to the other end. I probably could have used slightly shorter blanks, it just worked out this way when I cut the bar stock into four.

Next I needed to cut the piece into two and form the domed heads. To do this efficiently I got a ¼” HSS tool blank and ground a special profile onto it. This profile first parts off the stock to length, then you carry on plunging it and it forms the domed shape.




Here’s a video of the process showing how quick it is:
https://www.instagram.com/p/BYJNyYmH_lq/
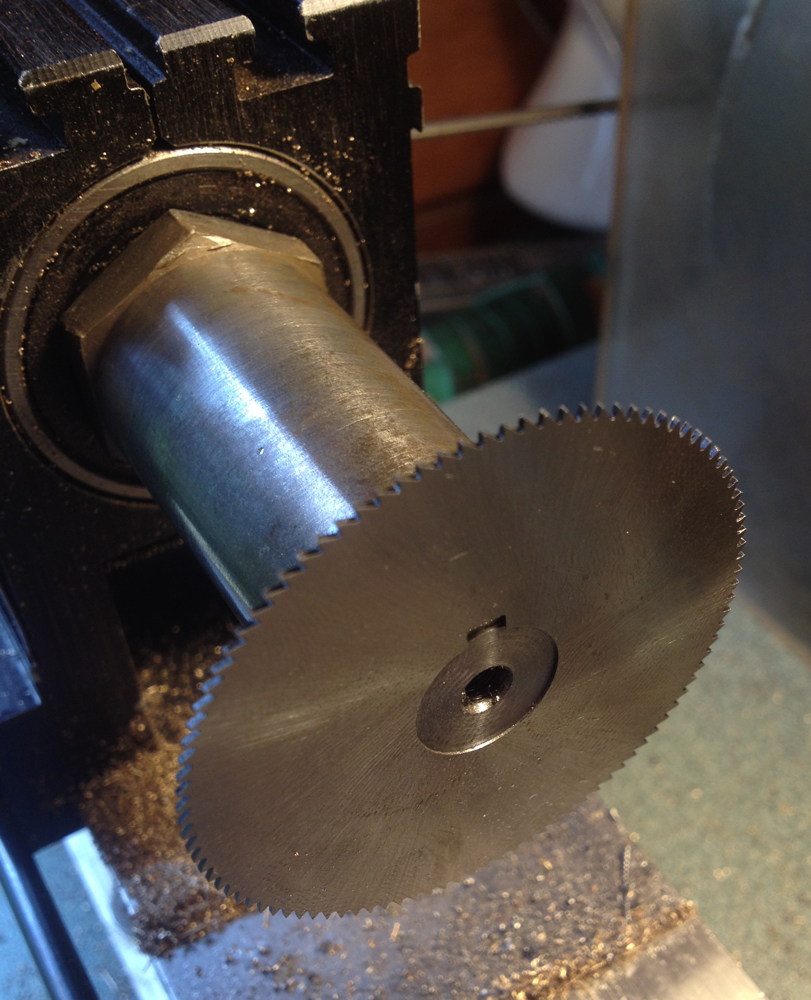
Next I cut the slot in the head using a HSS slitting saw, 50mm diameter by 0.6mm thick with 100 teeth. I didn’t have a mandrel with the right centre diameter, but Taig sells blank mandrels that screw onto the headstock so you can turn a custom spigot to fit your saw blade. Luckily I have an older-model Taig milling machine that has the same headstock on it as my lathe; newer mills come with an ER16 collet chuck instead, which makes this sort of thing a bit more complicated because you can’t just transfer something straight from the lathe headstock to the mill.

A nice snug fit on the mandrel:
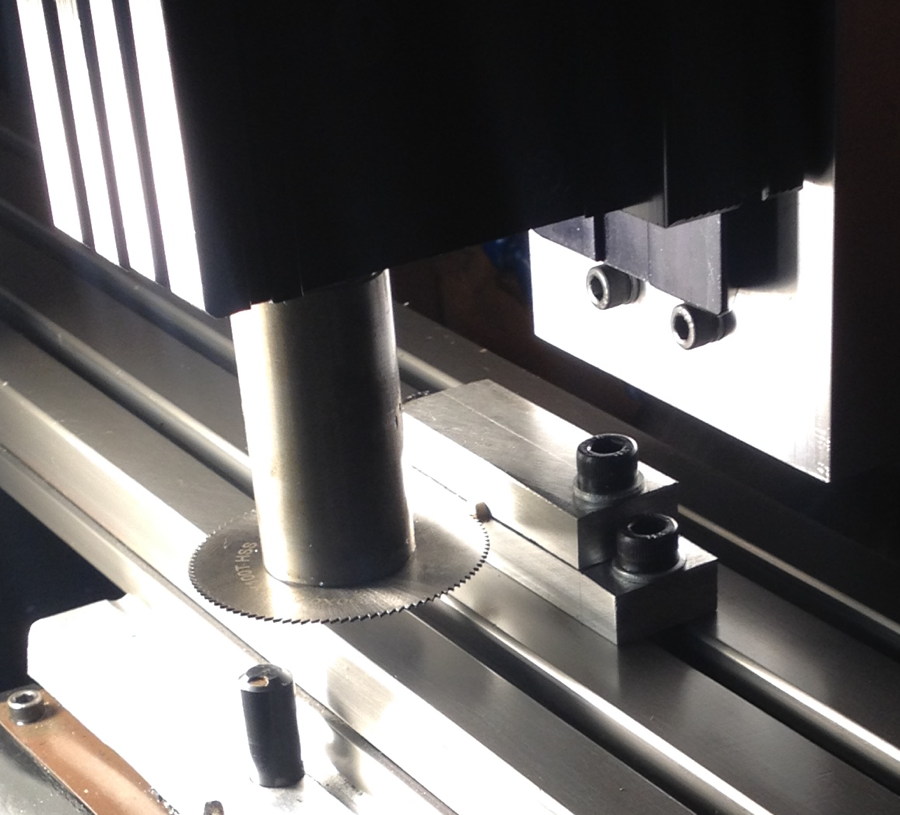
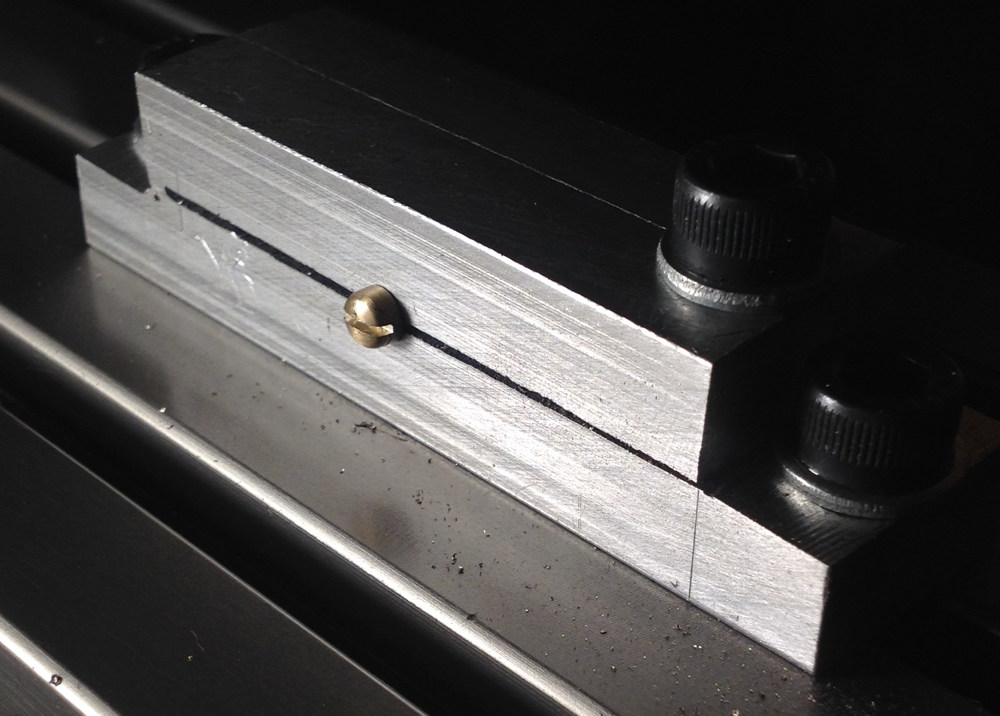
Next, I needed to make a special fixture to hold the bolts on the milling machine while cutting the head slot. I made the top part from aluminium, and the nut bar from mild steel. Tightening the set screw clamps the shaft of the bolt tightly.

The slitting setup on the milling machine:
Here’s a quick video clip of it cutting a slot:
https://www.instagram.com/p/BYEU4GBHV2s/
Although I did it with a short hand-written CNC program because I have a CNC mill, this operation would be dead easy on a manual mill or even a milling attachment on the lathe. I found that with the CNC mill, I could load a bolt in, hit Start, go back to the lathe, turn the head on the next bolt, and return to the milling machine around the time it finished cutting the slot.
Next I put the bolt back in the lathe and used 800 grit emery paper and the top speed to smooth out any tool marks and burrs.



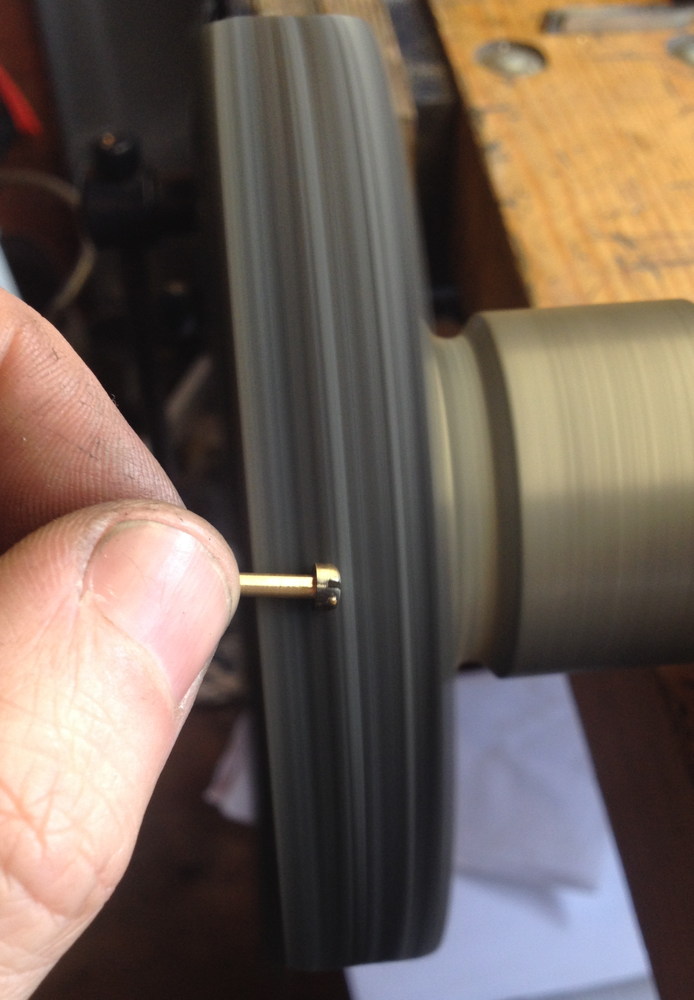
Finally to the polishing spindle to give the head a shiny finish. This Menzerna 480W compound is very effective on brass.
I had to use a screwdriver to clean excess polishing compound out of the slot of each one.

Here’s the first one I made between a couple of different ones from the vintage Lachenal. My head is more closely based on the shallower one on the right.

I made a batch of about seventy bolts; enough for the Lachenal restoration and my next few instruments.

Hi, Alex –
Was the original thread 8BA? To me old bolts seem coarser –
Best regards,
/Henrik
Geoff Crabb has said they used to use 8BA. The Lachenal ones are the same diameter as 8BA but a coarser pitch.
Ah – all is well now, thanks!
/Henrik