No. 7: A 47 Button Hayden Duet and Leather Case
Introduction
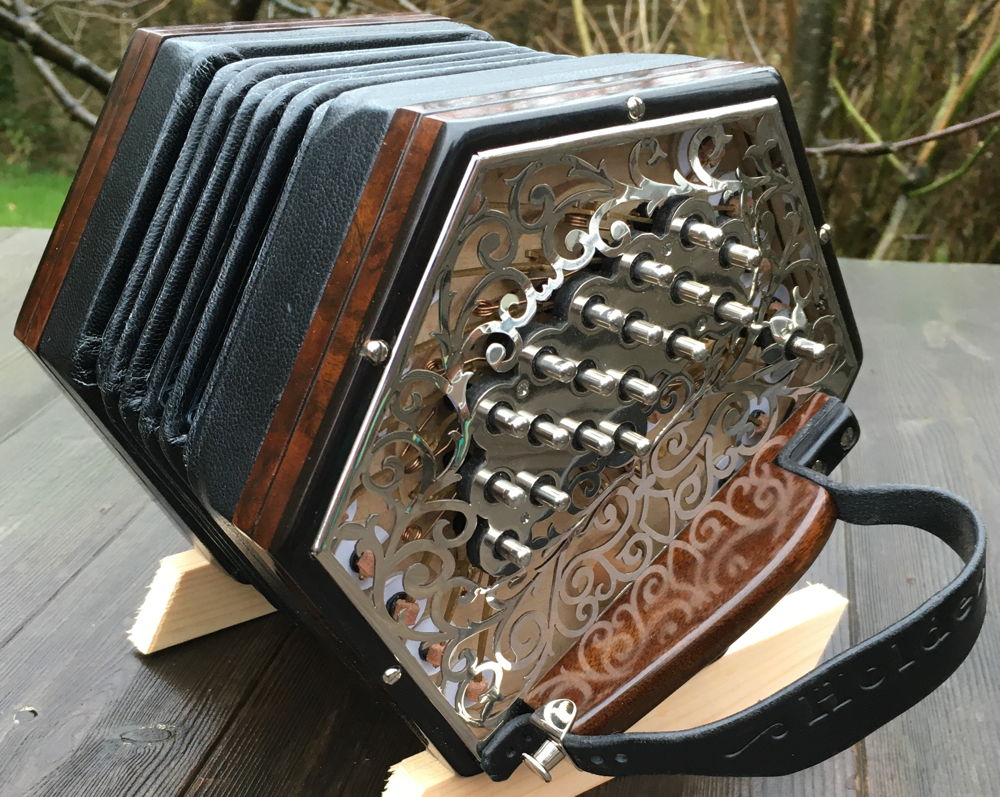
My latest instrument is a very special custom 47 button Hayden duet. I also made a bespoke hard case to store and transport it.

Here is a demonstration of it being played by its owner, Israel Sánchez. The set has two tunes. The first is a waltz/bourree composed by José Climent. The second is a traditional pasacalles from the Aliste region of Spain.
Specification
- 47 buttons (+ air lever), based on the standard 46 button Hayden layout with a few small customisations.
- Six sides, 6 1/4″ wide.
- Seven fold black goatskin bellows with 1 1/8″ deep cards and custom bellows papers.
- Traditional concertina reeds in aluminium frames for weight saving, normal scale on the left hand and long scale on the right (the same distribution I previously used successfully on Holden No. 4).
- 1/5th comma meantone tuning, with A as the root note.
- Laminated maple radial-chamber tapered reed pans with two inner chambers on each side.
- Solid purpleheart action box sides with decorative stripes.
- Quilted maple laminated raised end plates with decorative striped border.
- Peacock Oil wood finish.
- 6mm diameter glass buttons.
- Green button bushings.
- Custom boxwood hand rests and thumb pads with custom hand and thumb straps.
- The first instrument to feature my new etched brass maker’s plate.
- 2mm button travel (giving 4mm pad lift at a 2:1 action lever ratio).
- Weight: 1440g.
- Leather covered hexagonal clamshell case with suede covered padded interior and decorative shoulder strap.
…