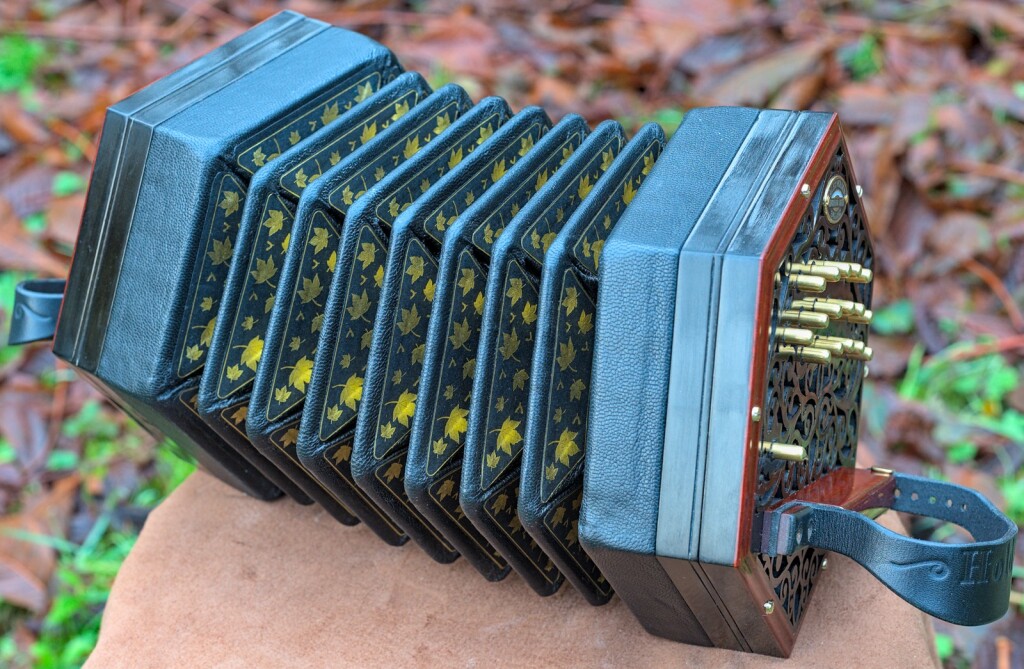
No. 11: A 32 Button C/G Blackbird Anglo
My eleventh instrument was another C/G Blackbird Anglo, this time a 6″ model with 32 buttons (+ air).
Specification
- 32 button C/G Anglo based on the Jeffries layout with some customisations.
- Six sides, six inches wide across the flats.
- Seven fold plain black goatskin bellows with sycamore pattern papers.
- Flat laminated end plates, dyed-black tulipwood veneer on a solid sycamore core, with traditional-style foliate fretwork pattern and bloodwood border inlay.
- Wheatstone-style ogee border shape.
- Sycamore action box walls with black tulipwood veneer.
- Bloodwood flat hand rails with leather thumb pads and integral brass strap fixings.
- Dimensions and location of hand rails, and length of strap customised slightly.
- French polished finish.
- Brass reed frames with long scale steel reed tongues.
- Sycamore reed pans with parallel Jeffries-style chambers.
- Sycamore action boards.
- Brass sheet riveted action levers.
- 3/16″ diameter brass capped buttons.
- Slotted brass end bolts.
- 3mm button travel (giving 6mm pad lift at 2:1 action lever ratio).
- Black wool bushings.
- Tuning: Equal temperament A=440Hz.
- Weight: 1238g
…


