
No. 5: Blackbird Version II

I have recently completed my second Blackbird Anglo concertina. It was a complete re-design with some fairly significant improvements over the prototype model.
…
No. 5: Blackbird Version II Read More »
I have recently completed my second Blackbird Anglo concertina. It was a complete re-design with some fairly significant improvements over the prototype model.
…
No. 5: Blackbird Version II Read More »

I recently completed a side project I have been working on for quite a while; another conversion of a Wheatstone English to the Müller system.
This one features engraved nickel-silver end plates with a pretzel design by the professional illustrator and concertina player Nina Dietrich.

…
A Second Müller Conversion Read More »

My latest instrument is another Crane duet, this time a traditional-looking 44 button (+ air) with 6 1/4″ hexagonal ends.
Here is its full specification:
…
No. 4: A 44 Button Crane Duet Read More »
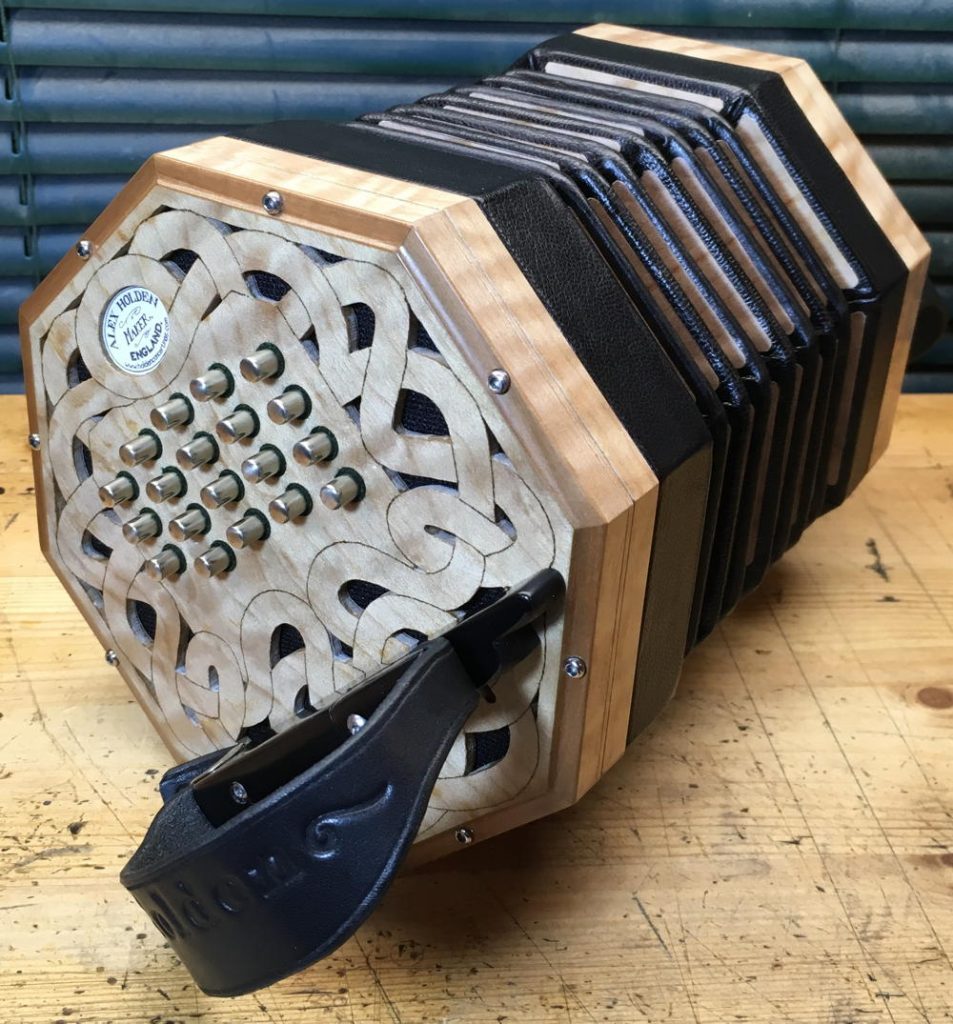
My latest concertina is a 45 button (+ air) Crane duet in a 6 ¼” (159mm) wide eight-sided frame, with rippled maple veneered end plates and sides, applewood border inlay, and Ebano handrails. …
No. 3: A 45 Button Crane Duet Read More »